


在智能制造加速推进的今天,越来越多的自动化产线和无人值守车间投入运行。然而,一个不容忽视的现实是:加工过程中的刀具异常——断刀、崩刃、磨损——仍是导致批量报废、产能浪费和品质事故的首要”隐形杀手”。如何让每一把刀具的加工状态”可见、可控、可预警”,已成为制造企业提质降本的核心命题。
微茗智能科技的蒙特利刀具监控系统,带来在德国由头部客户近40年的市场验证的刀具监控方案引入中国市场,助力制造业客户实现真正的”无人化安心生产”。
制造企业面临的刀具监控痛点
在高效率、高精度的自动化加工场景中,刀具状态的不确定性是影响生产稳定性的最大变量。具体而言,以下痛点贯穿大多数制造企业的日常生产:
1. 批量报废风险高
刀具在加工过程中发生断刀、崩刃或磨损,若未被及时发现,不良品将持续产出。据行业数据统计,在无人值守的自动化产线中,一个3分钟加工的产品,一次未被拦截的崩刃或磨损超限事故可在1小时内产生超过20件废品,造成巨大的时间和成本损失。
2. 刀具成本管控难
在离散制造场景中,刀具寿命往往依赖经验估计,”能多用就多用”与”提前换掉保险”的矛盾长期存在。调研数据显示,制造企业的刀具成本约占加工总成本的”5%-30%”,但因无法精准判断刀具实际磨损状态,大量刀具在仍有使用寿命的情况下被提前更换,造成不必要的浪费。
3. 异常发现严重滞后
传统依赖人工巡检或目测检查的方式,不仅效率低下,而且对于微孔加工(如0.5mm小微孔)、深孔钻等复杂工序,刀具异常几乎不可见。等到操作人员发现时,往往已经造成了批量废品或设备损伤。
4. 多样化加工适应性差
多品种、小批量生产模式下,同一台设备的刀具规格、加工参数频繁切换。传统监控方案难以区分”正常工艺变化”与”异常刀具状态”,导致误报率高企,操作人员最终选择关闭监控功能。
蒙特利 SPECTRA 刀具监控系统
蒙特利刀具监控系统是一套面向金属切削加工过程的高精度实时在线监测方案,系统可灵活配置传感器组合,适用于几乎所有类型的切削加工——从车削、铣削、钻孔、攻丝到深孔钻、磨削等复杂工艺。
系统的核心价值在于:通过多源信号融合,精准检测加工过程中的微小异常变化,在刀具问题造成不良品之前实现预警或紧急停机。其基本配置采用数字驱动数据(DDD)技术——无需额外传感器,仅通过数控系统的数字信号即可完成基础监控;在此基础上,可叠加有功功率传感器、声波传感器(声发射)、应力传感器等多种传感组件,逐级提升监测精度和覆盖范围。
核心监测能力
• 断刀/崩刃检测:实时识别刀具突发断裂或刃口崩缺,支持0.1mm以上断刀的准确捕捉
• 刀具磨损监测:通过连续分析切削信号趋势变化,精准判断刀具渐进磨损程度
• 缺刀/错刀报警:通过基准对比,及时发现刀具未正确夹持或使用错误刀具
• 装夹异常/毛坯料异常检测:识别工件定位偏差、余量异常等影响加工质量的工况
• 刀具碰撞与振动过载保护:在碰撞或异常振动发生瞬间触发紧急停机
多源传感融合技术
SPECTRA 系统采用“传感器 + DDD + 自适应算法”三层架构:传感器层负责物理信号采集(功率、振动、声发射、切削力),DDD层从数控系统直接读取主轴负载、进给倍率、转速等数字信号,自适应控制算法层通过智能判断区分”工艺变化”与”刀具异常”,有效降低误报率。
这一架构的核心优势在于控制无关性——Montronix系统可独立于任何CNC控制系统工作,只需接入机床的自由输入输出端口即可。无论使用西门子、发那科、三菱、海德汉还是马扎克自家的数控系统,均可灵活集成。
过程可视化软件SPECTRA™-HMI
SPECTRA™-HMI 是系统的可视化交互平台,具备以下领先特性:
• 多达12个可自由配置的传感器窗口界面,支持多通道同时显示
• 七级密码保护,满足不同权限管理需求
• 监控曲线以图像形态实时变化,直观呈现加工状态
• 内置离线日志播放器,支持带滤波分析功能的历史数据回放
• 不受操作系统类型限制,支持Windows/Linux等多平台部署
• 支持选项自适应控制(Adaptive Control),可实现加工参数的动态优化
典型案例:牧野 卧加0.5mm小微孔加工监控

这是蒙特利SPECTRA 系统在超小径微孔加工场景中展现技术实力的典型应用。在该案例中,客户使用牧野卧式加工中心加工电机壳体,其中包含一道0.5mm小微孔加工工序——这种规格的微孔刀具对切削过程中任何微小的振动、负载波动都极为敏感,加工难度极高。

在该客户的生产线上,市面上大部分刀具监控产品都无法有效监控0.5mm微孔的加工状态——要么检测灵敏度不足,无法识别微孔钻削过程中的微小信号变化;要么误报率过高,频繁停机严重影响了正常生产效率。
最终,客户采用了蒙特利 “声波传感器 + 功率传感器”双传感方案。声波传感器(声发射)安装在主轴末端,对微孔钻削过程中刀具与工件接触产生的高频应力波进行高灵敏度采集;功率传感器则同步监测主轴驱动功率的实时变化。两者融合分析,系统能够精准区分”正常切削”与”刀具异常”。
实施效果表明蒙特利方案成功实现了0.5mm微孔钻头断裂和磨损的可靠识别,有效解决了此前”无法监控”的困境。该案例充分证明了SPECTRA系统在超小径刀具监控领域的领先水平。
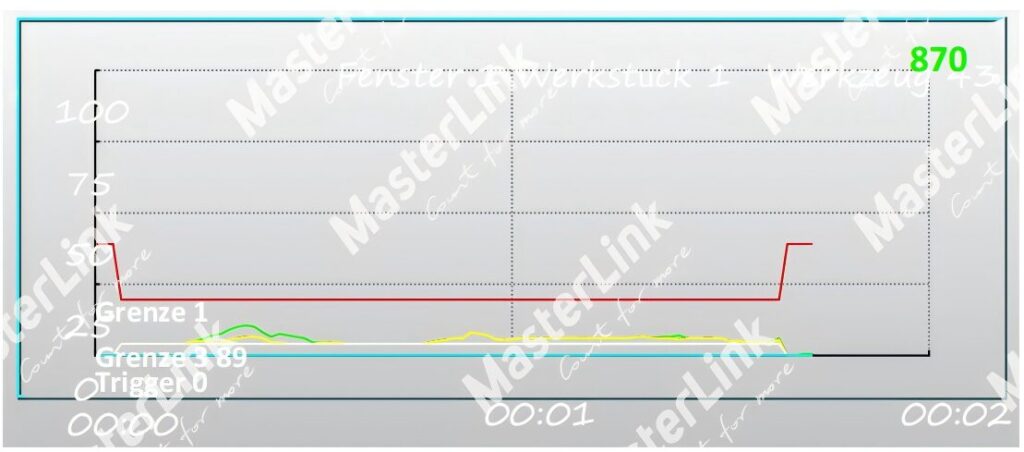
正常加工波形
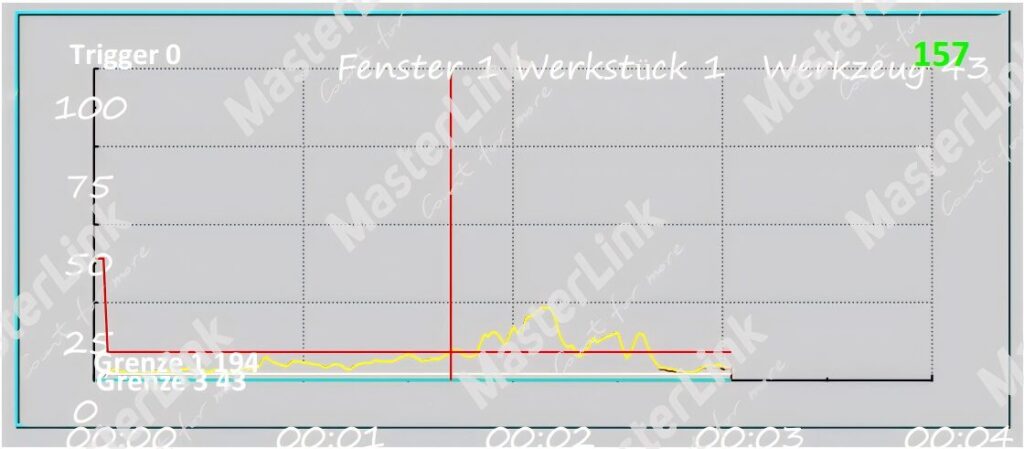
断刀波形
方案对比:传统监控vs蒙特利刀具监控方案
| 对比维度 | 传统刀具监控方式 | 蒙特利刀具监控方案 |
| 检测精度 | 依赖经验或仅可检测>3mm明显断刀 | 可检测0.1mm以上断刀、崩刃及渐进磨损 |
| 误报率 | 单一阈值判断,误报率高达20%-30% | 多源信号融合+自适应算法,误报率<3% |
| 适用场景 | 适合批量稳定生产,难以应对多品种切换 | 支持刀具级参数配置,灵活适应多品种小批量 |
| 系统集成 | 通常绑定特定CNC系统,通用性差 | 控制无关设计,兼容所有主流CNC系统 |
| 数据价值 | 仅报警停机,无数据留存和分析 | 完整记录每把刀具全生命周期数据,支持工业4.0大数据分析 |
经过全球数百家制造企业近40年的验证,蒙特利 SPECTRA 刀具监控系统为客户带来了可量化的实际效益:
• 断刀、破损检出率达到90%以上
• 刀具成本大幅降低——不再依赖”经验换刀”,每把刀具寿命利用更充分
• 良品率显著提升——异常拦截秒级响应,杜绝批量报废
• 实现无人化值守——减少人工巡检频次,一名操作员可同时管理多台设备运行状态
对于正在推进自动化产线升级和数字化车间转型的制造企业而言,刀具监控已不再是可选配置,而是保障无人化生产稳定运行的刚性需求。蒙特利作为经德国工业验证的成熟方案,结合 MasterLink 微茗智能的服务能力,为制造业客户提供从设备选型、现场调试到运维支持的全链路服务。
