
德国Montronix公司成立于上世纪八十年代末,依托德国丰富的精密制造实践经验,凭借对刀具及各种加工工艺的了解,率先研发出针对加工过程中由于刀具崩刃与磨损、工件材质不均、切削室温度变化、电气参数设置有误等一系列导致最终加工质量不达标的监控系统。
三十年来,伴随工业自动化迅猛发展的趋势,Montronix的过程监控系统根据各行各业的客户需求,将刀具监控系统不断完善得更加多元化及专业化。
本篇概括性的总结了Montronix"SPECTRA斯佩拉"刀具监控系统在多个不同类型设备、多种复杂加工工艺的几个典型应用案例。

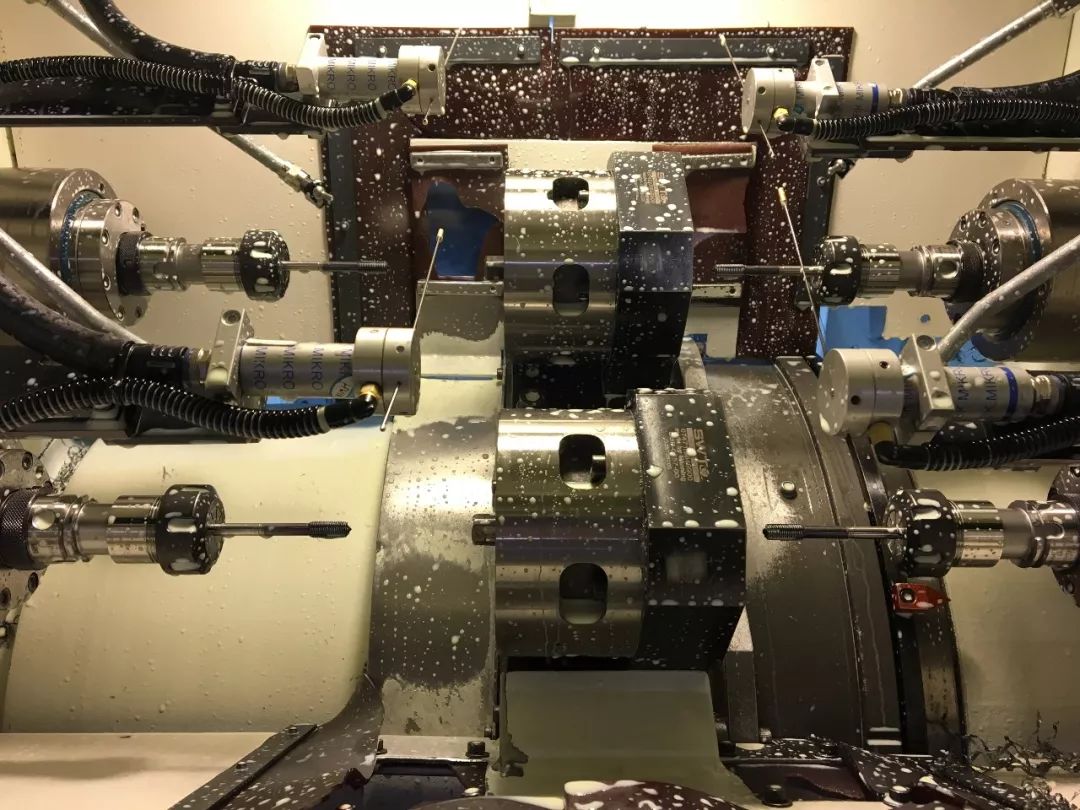
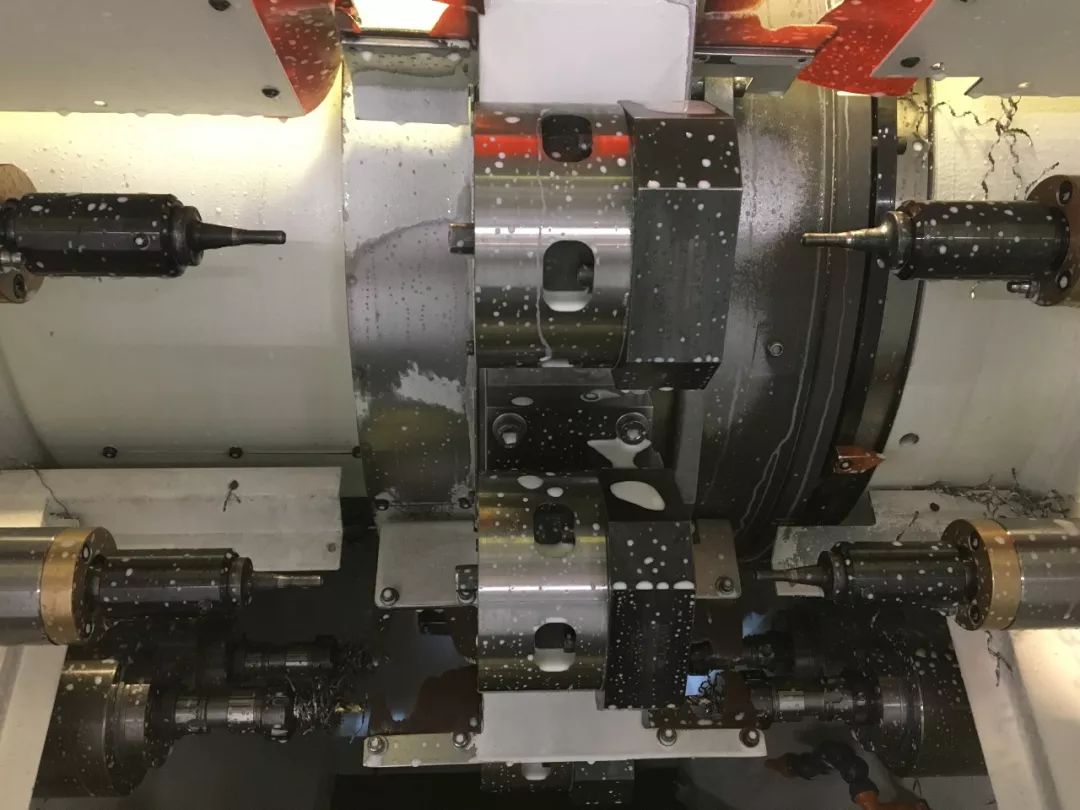
案例1. 关键工艺:钻孔与攻丝
数控系统:Siemens 840 D
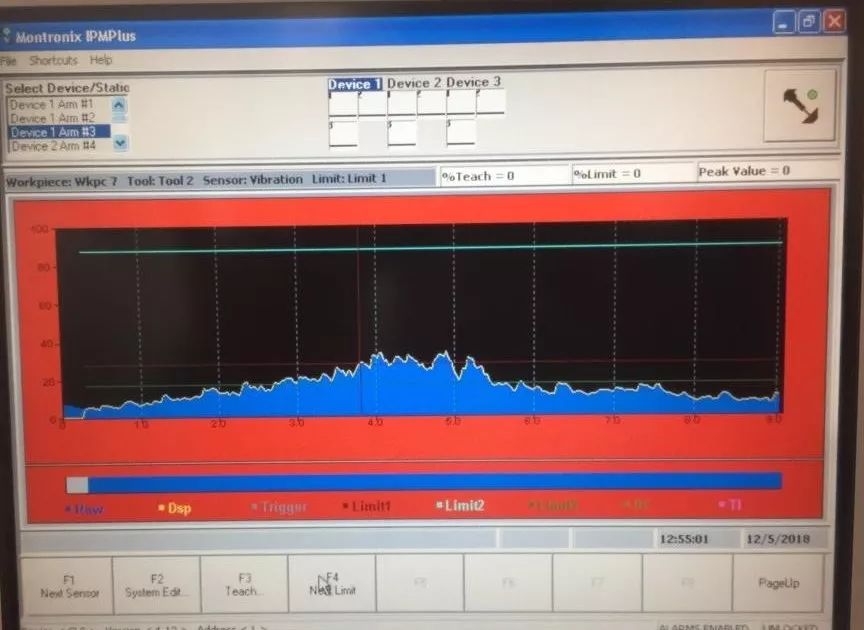
Montronix配置:3x四通道Spectra系统单元 + 12套功率传感器。
多工位流水作业专机共有3个工序,每个工序有2个工位,每个工位2个独立NC通道。一个完整加工周期为16s,每4s就有两个工件出来。
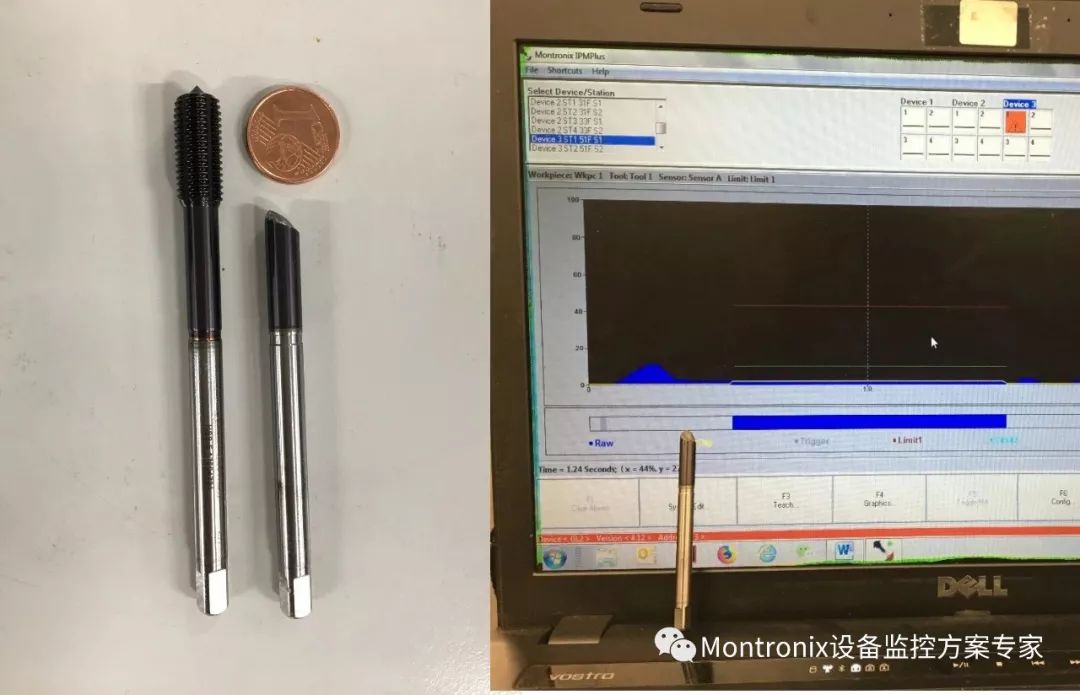
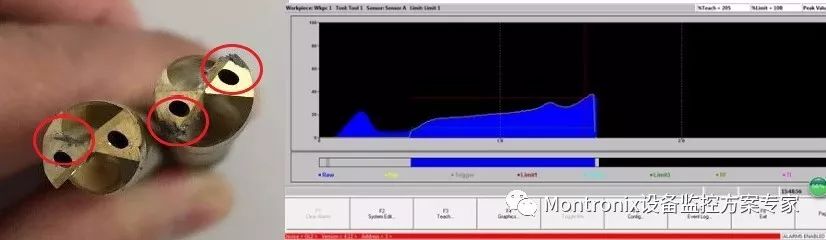
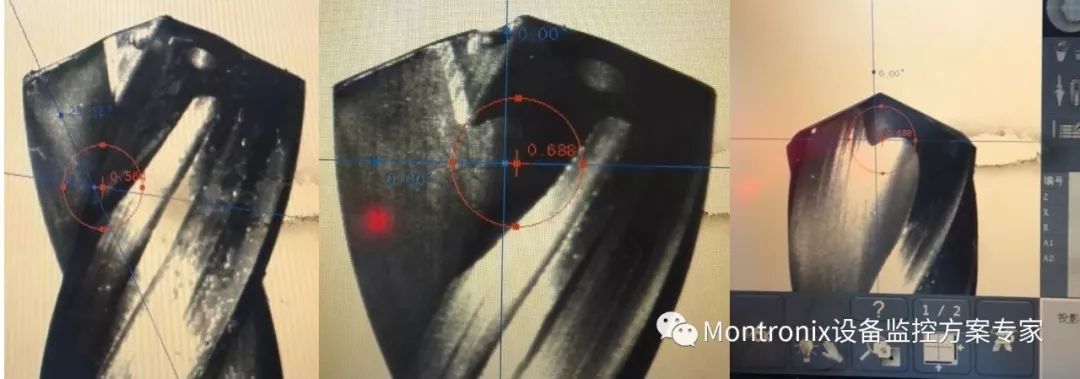
客户原有接触式测量设备无法覆盖孔径过大、孔深过深、钻刀磨损导致的钻孔内表面和孔尖不合格,以及攻丝质量等问题,因此加装Montronix刀具监控系统。
案例总结:即使机床自带接触式测量装置,仍未识别出钻刀磨损。Montronix刀具监控系统大大降低了废件率,保障了自动线的生产效率及生产质量。
案例2. 关键工艺:深孔钻(孔深160mm)
数控系统:Mazak VCN410A
Montronix配置:双通道Spectra系统单元 + 声波传感器 + 功率传感器。
该应用由一套系统同时监控两台机床。深孔钻对于监控灵敏度要求更高,如果刀具断在工件内部,不光损失刀具,也会损失工件。

案例总结:通过Montronix刀具监控系统,在刀具出现磨损时就能识别报警,避免断刀,刀具修正后还能再次使用,提高刀具寿命并降低工件报废率。
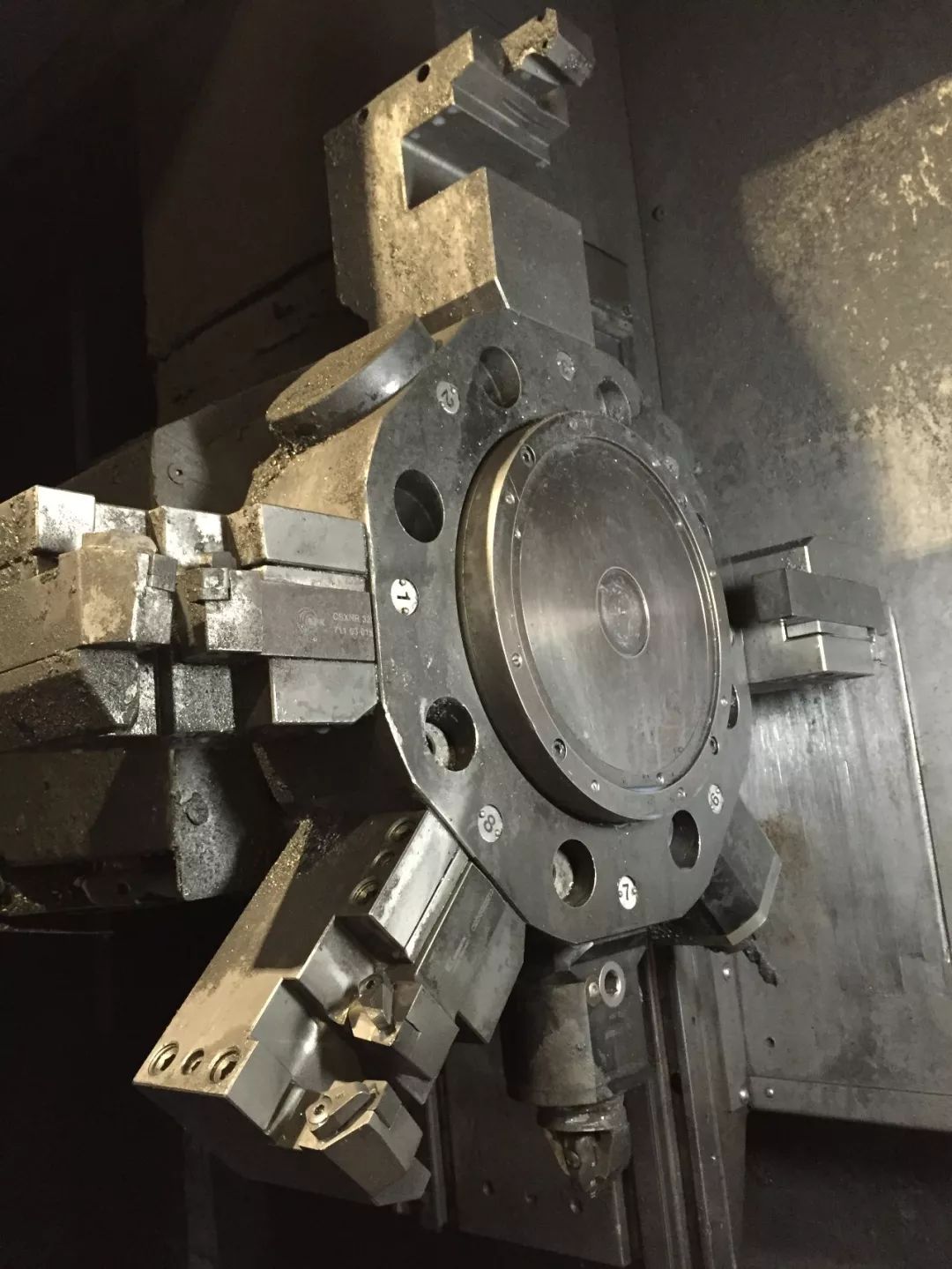
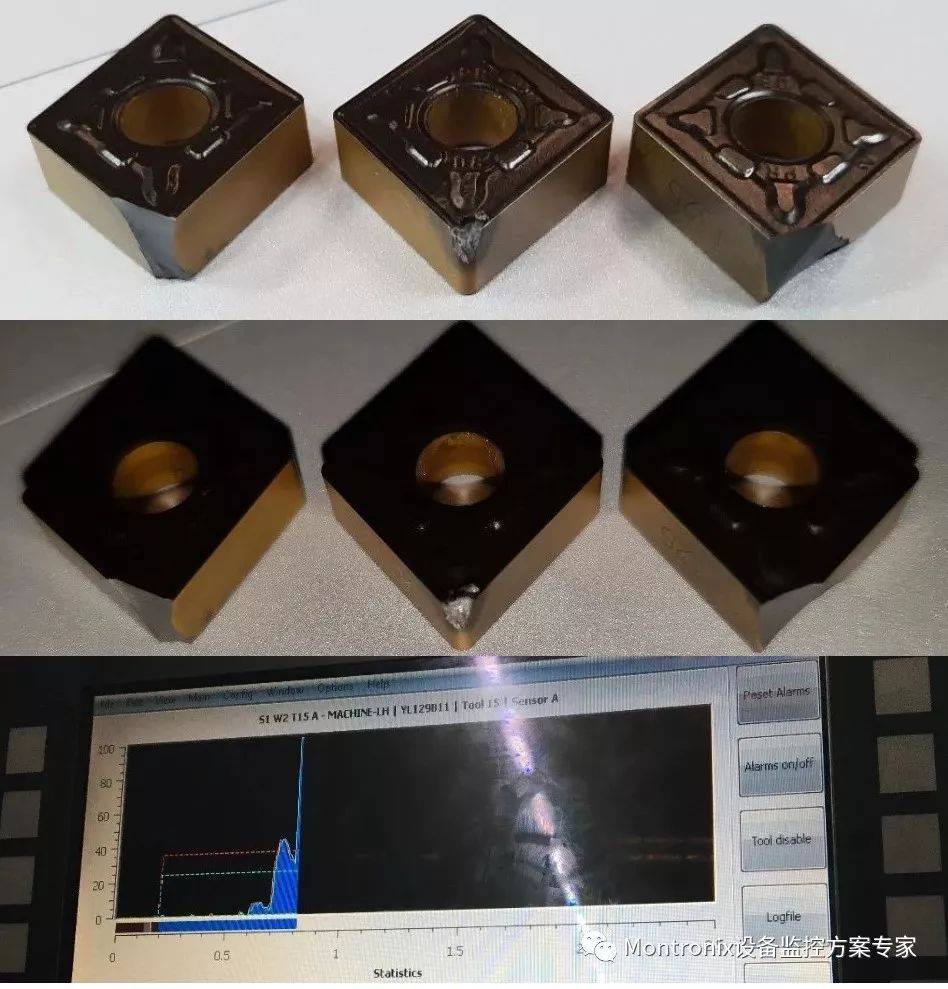
案例3. 关键工艺:车削
数控系统:Siemens 840D
Montronix配置:双通道Spectra系统单元 + DDD(机床数字驱动)数据。
Montronix作为车削加工过程监控的方案之一,无论调用控制系统里的数字驱动数据,还是外接传感器,都能精准识别车刀磨损与崩刃。
案例总结:加装Montronix刀具监控系统后,由传统强制计数换刀改成刀具监控系统自动提醒换刀,每把刀至少可以提升20%的寿命利用率,同时降低产品报废率并提高生产效率。
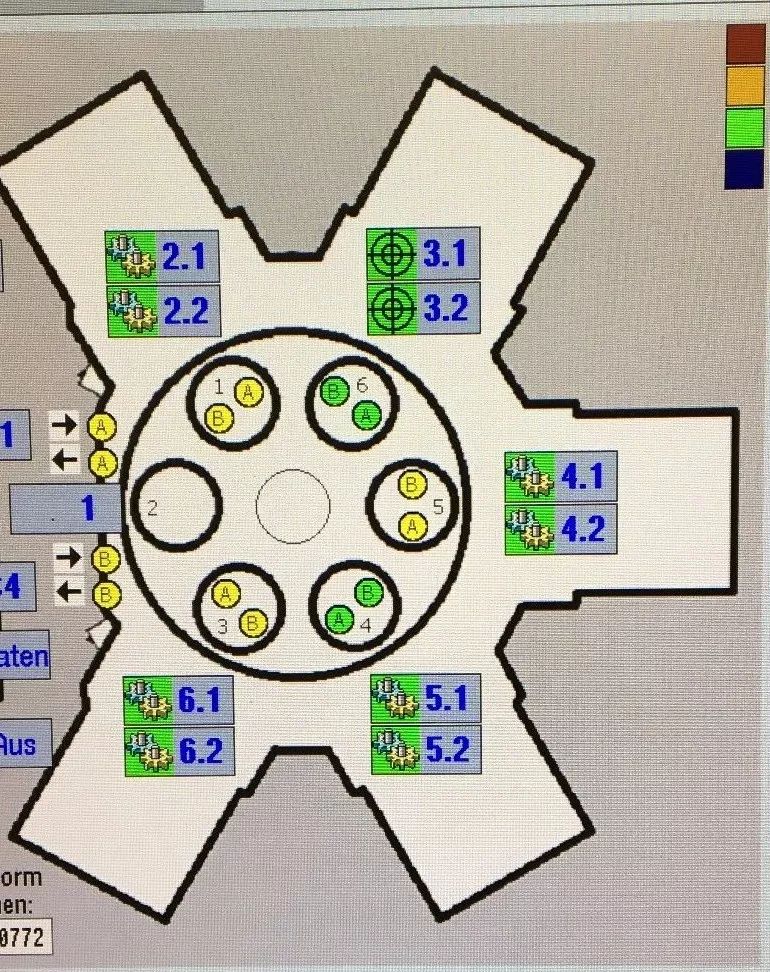
案例4. 关键工艺:多级钻刀与铣槽盘刀
数控系统:Siemens 840 D
Montronix配置:2x四通道 + 1x双通道Spectra系统单元 + DDD数据。
该工艺是多工位流水作业专机,一共5根主轴、10个加工站、10个独立NC通道,自动化程度高,工序较多且工艺复杂。
Montronix技术人员全程观察记录全部工艺过程,最终灵活调整监控策略,获得了高质量的监控效果。




综上,无论是车床、车铣复合、加工中心、流水传送机、专机等机型,无论是西门子、Fanuc、三菱、Heidenhain等数控系统,也无论是多种复杂工艺组合的复合加工、多个NC通道,Montronix都可以为您量身定制适合的监控方案。

扫码案例咨询投稿
