
German Montronix was founded in the late 1980s, relying on Germany's rich precision manufacturing practical experience, and taking advantage of its understanding of tools and various processing techniques, it was the first to develop a monitoring system for processing quality issues caused by tool chipping and wear, uneven workpiece material, temperature changes in the cutting chamber, incorrect electrical parameter settings, and a series of other issues that lead to unqualified final processing quality.
Over the past thirty years, with the rapid development of industrial automation, Montronix process monitoring system has continuously improved and become more diversified and professional according to customer needs in various industries.
This article summarizes several typical application cases of Montronix "SPECTRA" tool monitoring system on different types of equipment and complex processing techniques.

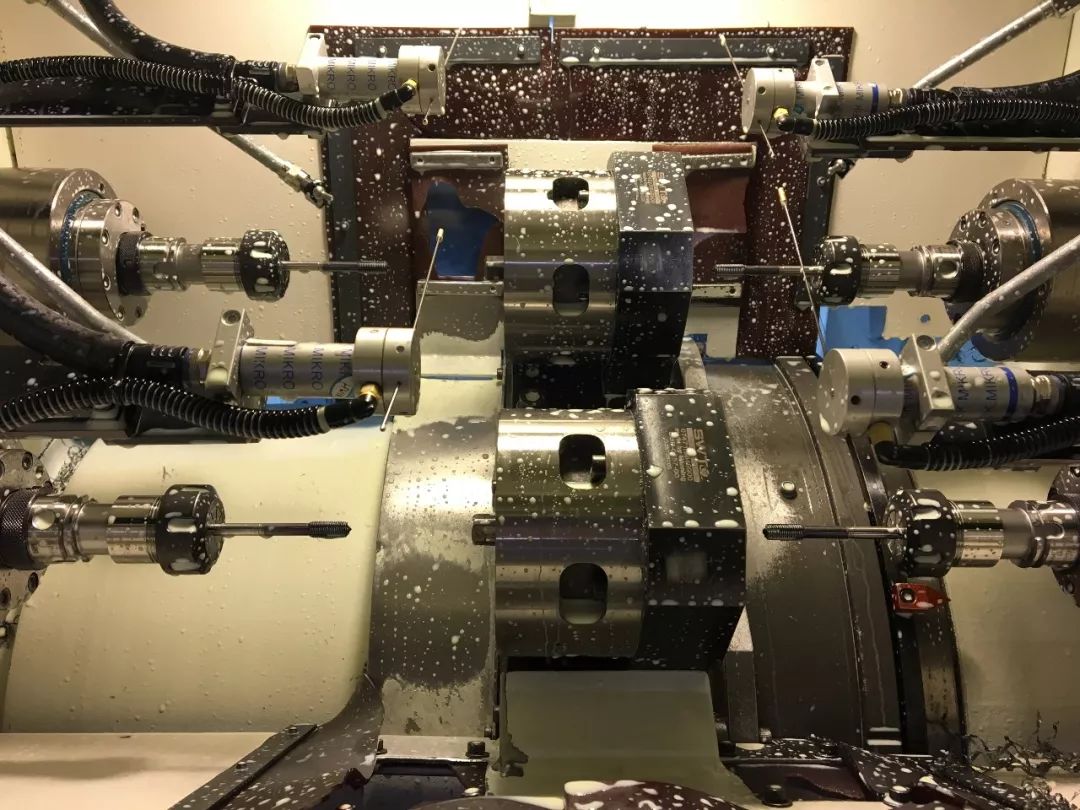
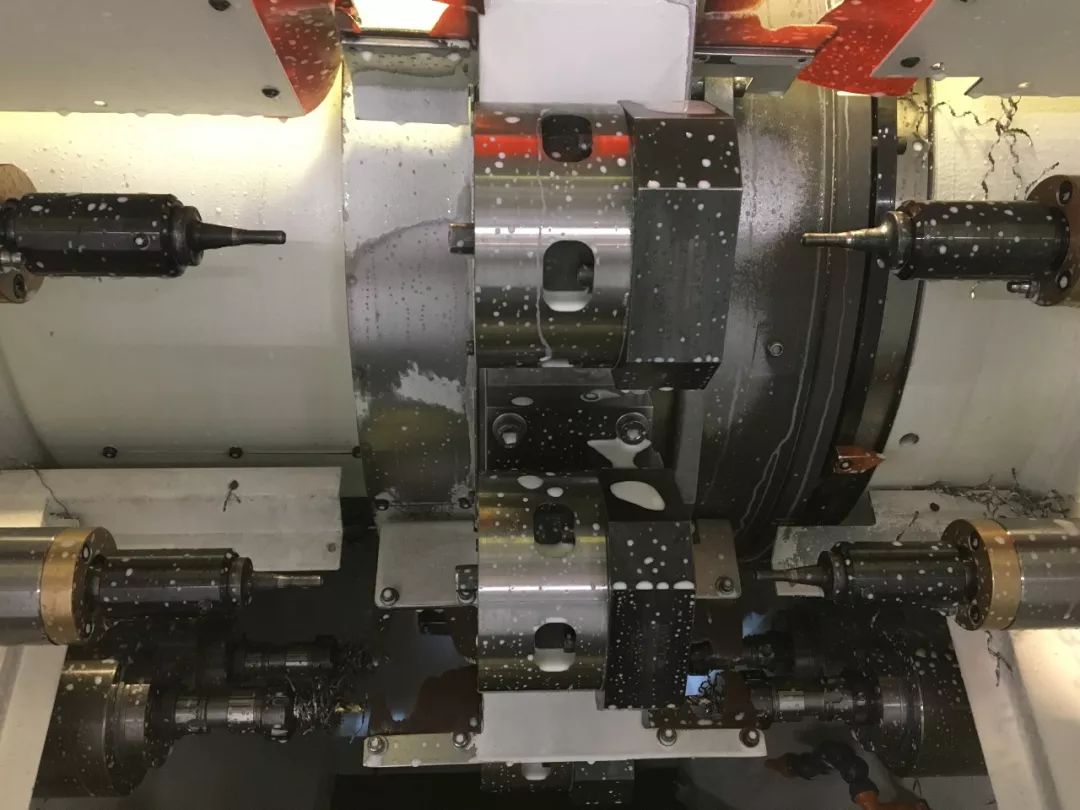
Case 1. Key Process: Drilling and Tapping
CNC System: Siemens 840 D
Montronix Configuration: 3x Four-Channel Spectra System Units + 12 Power Sensors.
Multi-station continuous operation special machine has 3 processes, each process has 2 stations, each station has 2 independent NC channels. A complete processing cycle is 16s, with two workpieces coming out every 4s.
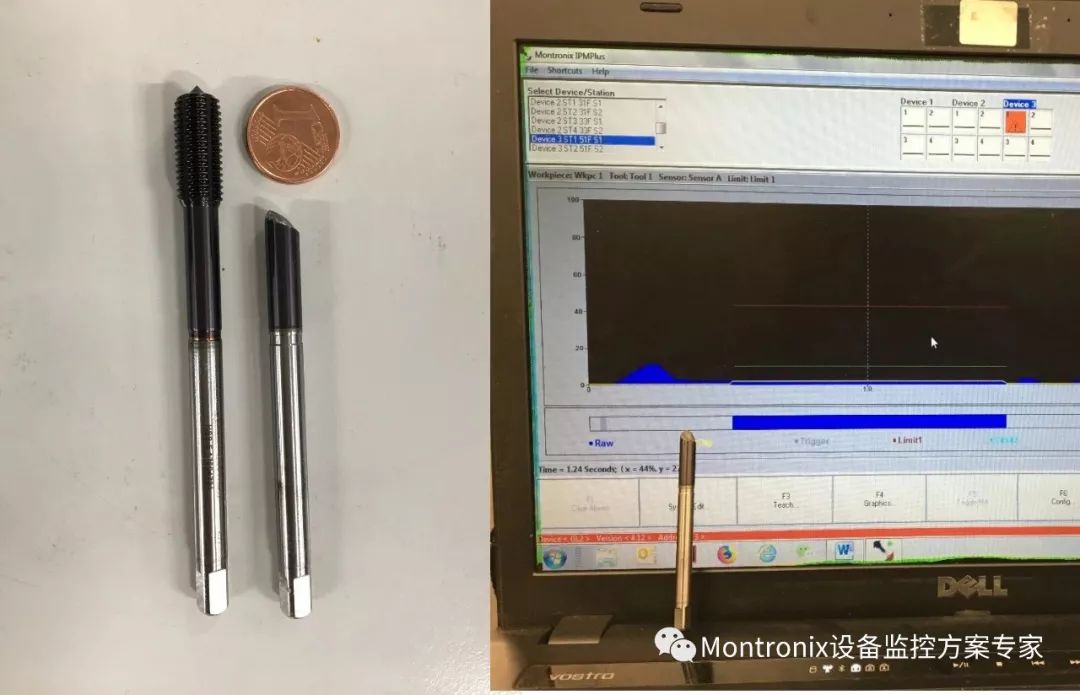
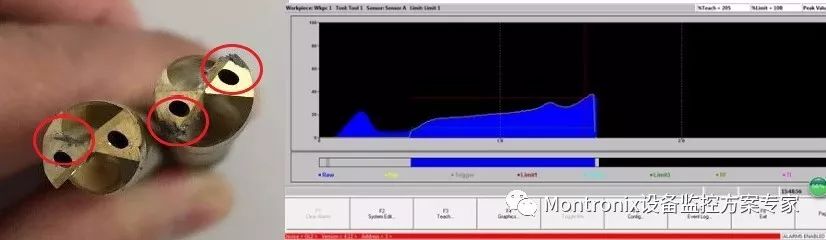
The customer's existing contact measurement equipment could not cover issues such as inner hole surface and drill tip unqualified caused by excessive hole diameter, excessive hole depth, and drill wear, as well as tapping quality problems. Therefore, Montronix tool monitoring system was installed.
Case Summary: Even though the machine tool has its own contact measurement device, drill wear was still not detected. Montronix tool monitoring system greatly reduces the scrap rate and ensures the production efficiency and quality of the automatic line.
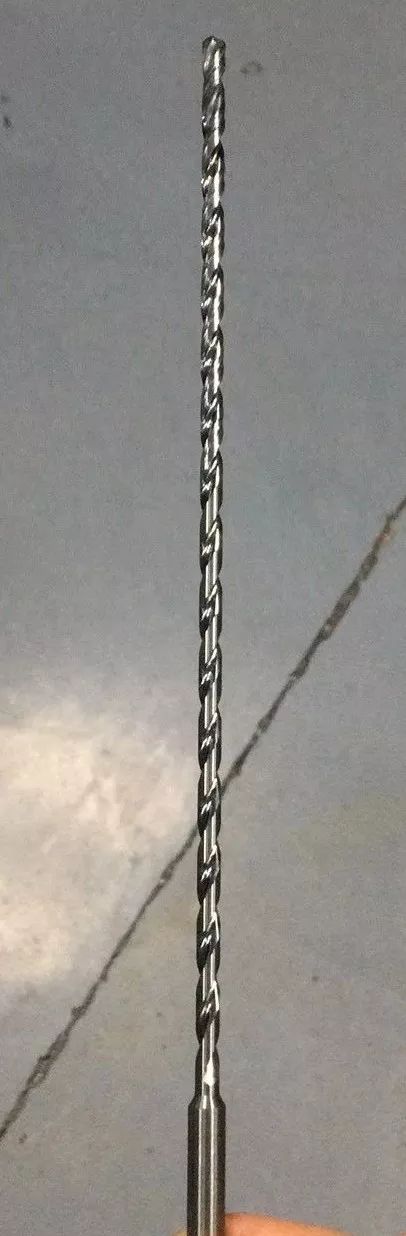
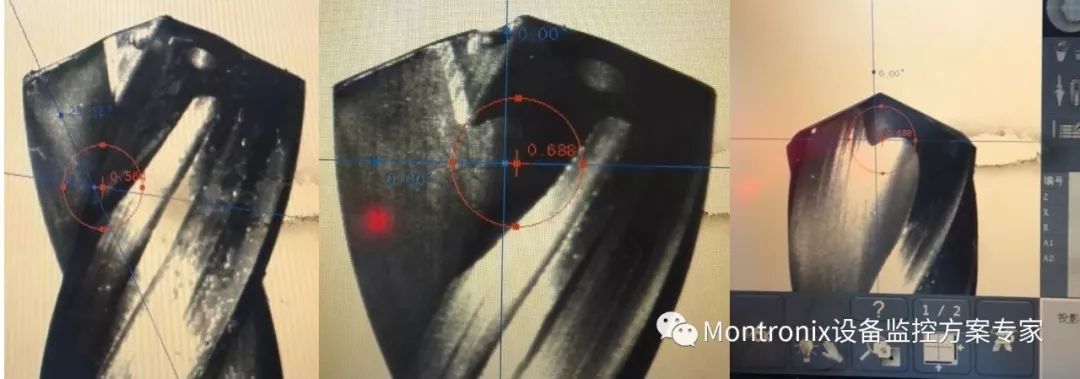
Case 2. Key Process: Deep Hole Drilling (Hole Depth 160mm)
CNC System: Mazak VCN410A
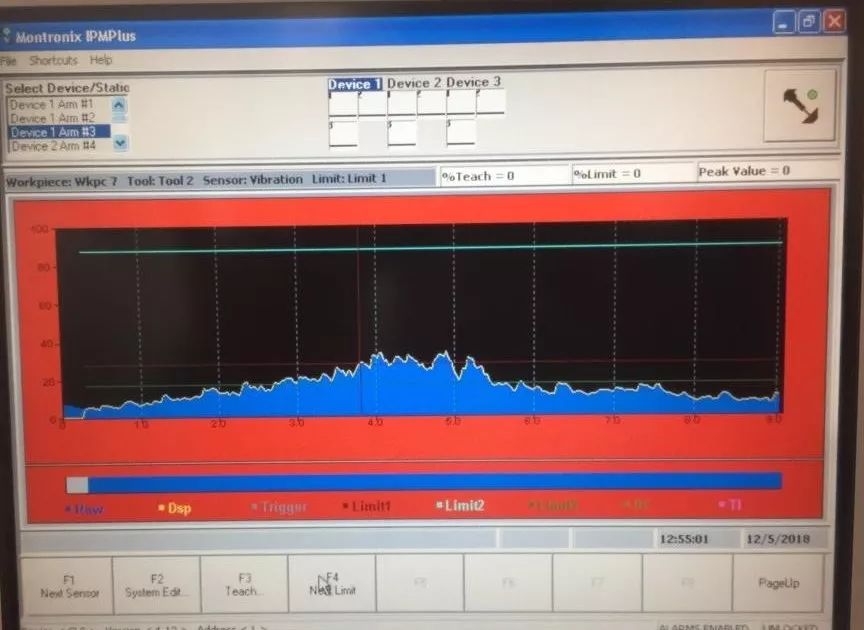
Montronix Configuration: Dual-Channel Spectra System Unit + Acoustic Sensor + Power Sensor.
This application monitors two machine tools simultaneously with one system. Deep hole drilling requires higher monitoring sensitivity. If a tool breaks inside the workpiece, it not only loses the tool but also the workpiece.

Case Summary: Through Montronix tool monitoring system, wear can be detected and alarmed when it occurs, avoiding tool breakage. The tool can be corrected and reused, improving tool life and reducing workpiece scrap rate.
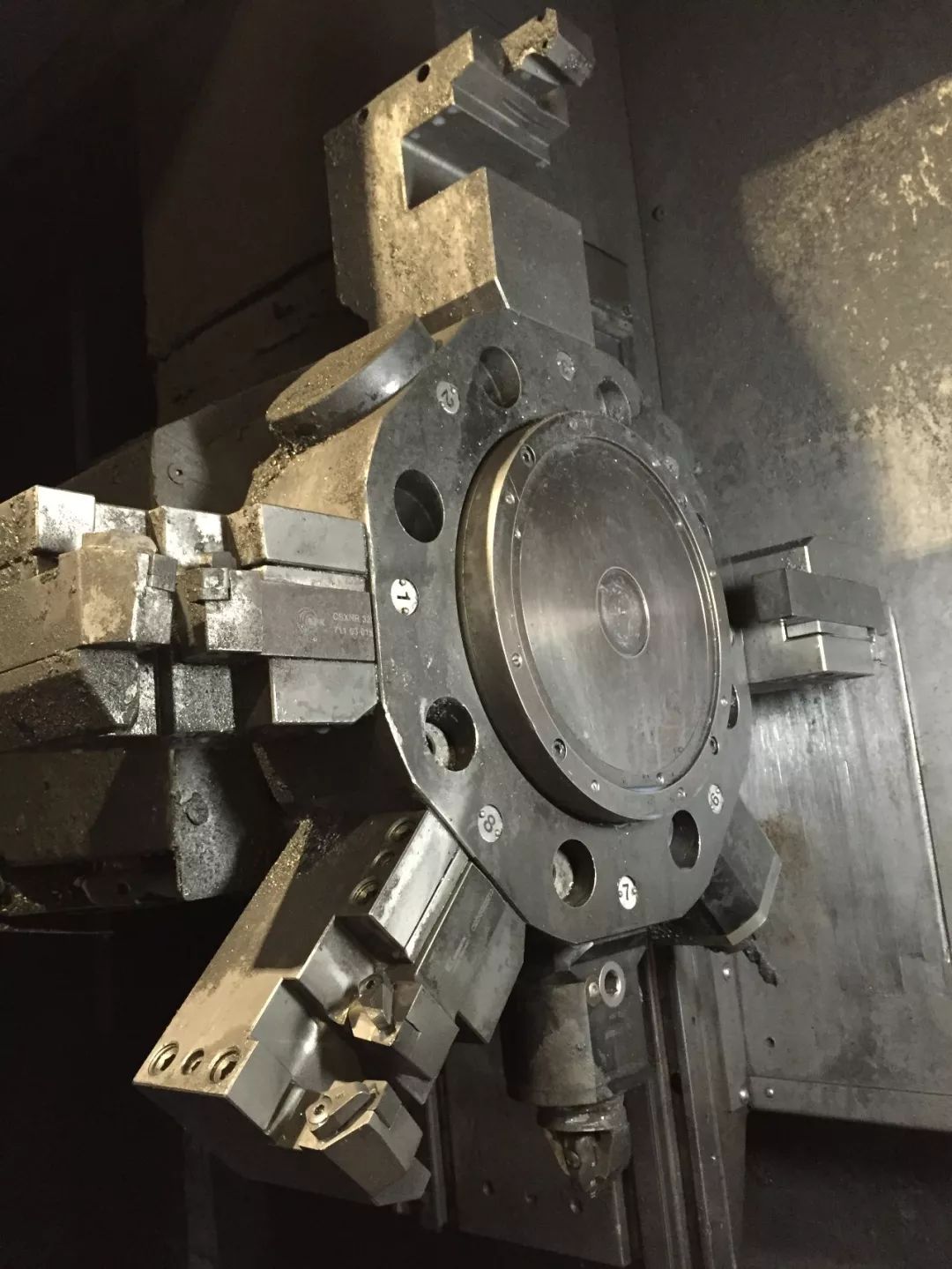
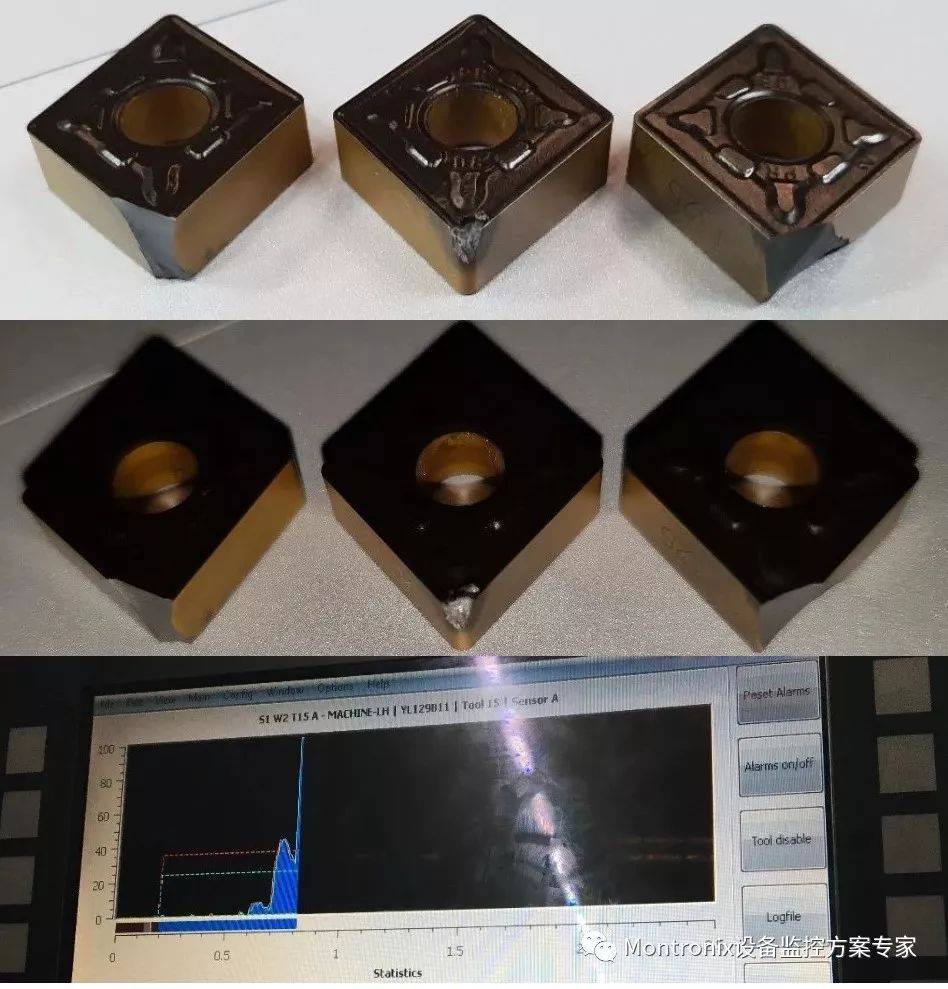
Case 3. Key Process: Turning
CNC System: Siemens 840D
Montronix Configuration: Dual-Channel Spectra System Unit + DDD (Machine Digital Drive) Data.
Montronix, as one of the solutions for turning process monitoring, can accurately identify tool wear and chipping whether calling digital drive data from the control system or using external sensors.
Case Summary: After installing Montronix tool monitoring system, traditional forced counting for tool change is replaced by automatic tool monitoring system reminders. Each tool can improve life utilization by at least 20%, while reducing product scrap rate and improving production efficiency.
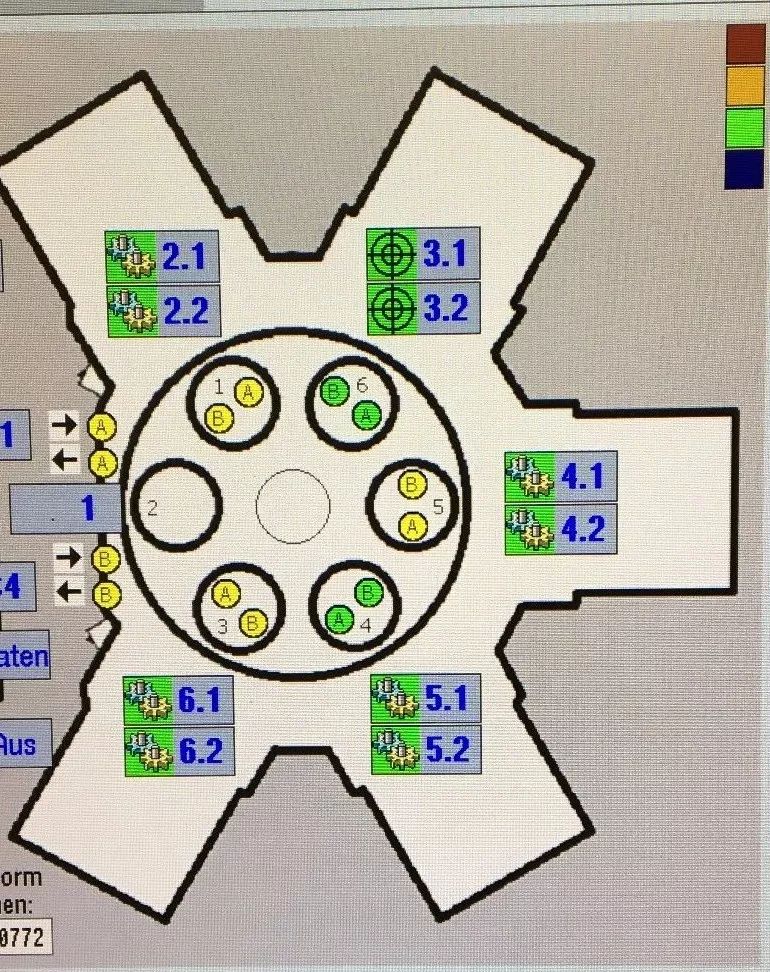
Case 4. Key Process: Multi-Level Drills and Milling Cutters
CNC System: Siemens 840 D
Montronix Configuration: 2x Four-Channel + 1x Dual-Channel Spectra System Units + DDD Data.
This process is a multi-station continuous operation special machine, with a total of 5 spindles, 10 processing stations, 10 independent NC channels, high degree of automation, many processes and complex techniques.
Montronix technical personnel observed and recorded the entire process throughout, and finally flexibly adjusted the monitoring strategy to achieve high-quality monitoring results.




In summary, whether it's lathes, turning-milling compound machines, machining centers, continuous conveyors, special machines, whether Siemens, Fanuc, Mitsubishi, Heidenhain CNC systems, or complex compound processing with multiple NC channels, Montronix can customize a suitable monitoring solution for you.

Scan QR Code for Case Consultation
