

プロジェクト背景:
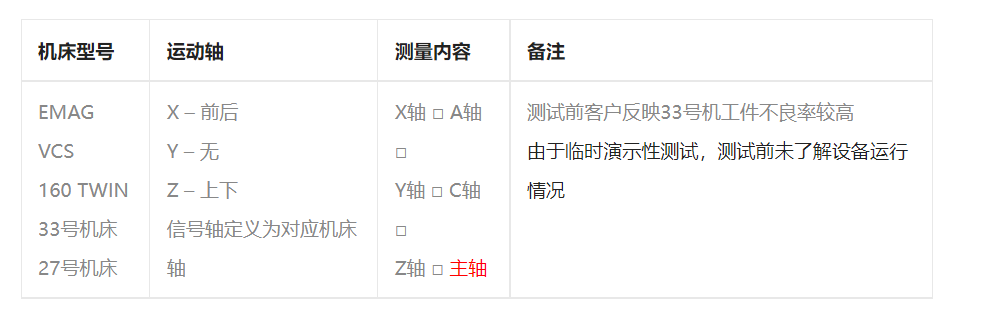
この工作機械はEMAG双主軸倒立車であり、主軸の最高回転数は6500rpm、実際の加工最高回転数は5000rpmです。現在、加工部品の寸法が不安定で、良品率が他の同型設備より明らかに低くなっています。お客様自身での点検では具体的な問題が見つからず、設備メーカーに修理を依頼する準備をしています。
一、テスト状況
現場でのMontronix診断装置の取り付けテスト:
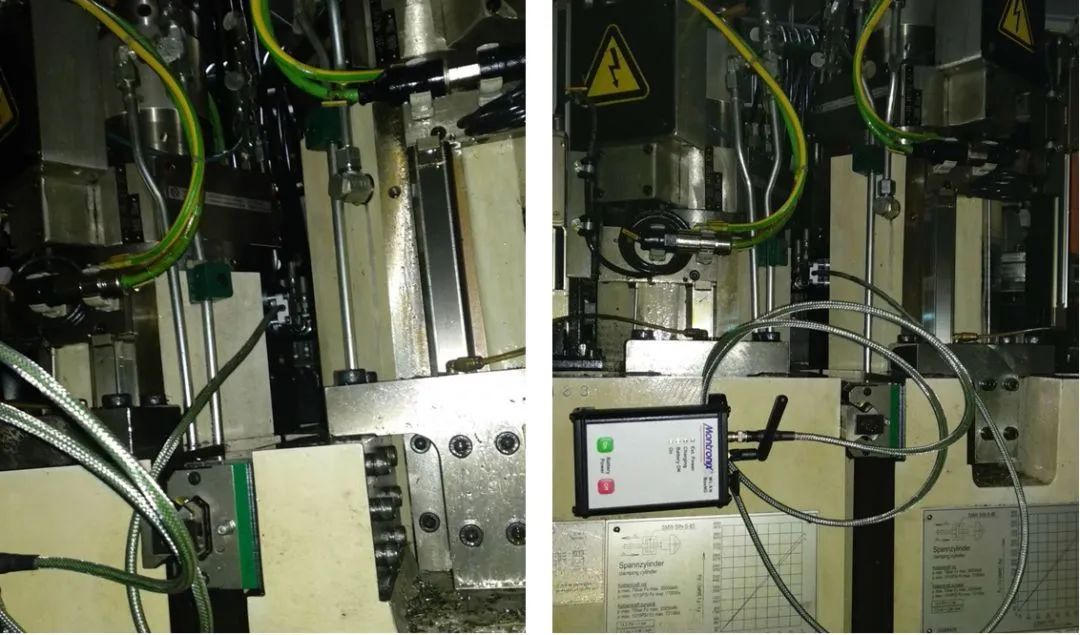
故障の原因を特定するため、二本の主軸に対して比較測定を行い、各主軸の性能状況を確認しました。
33号機主軸測定データ:
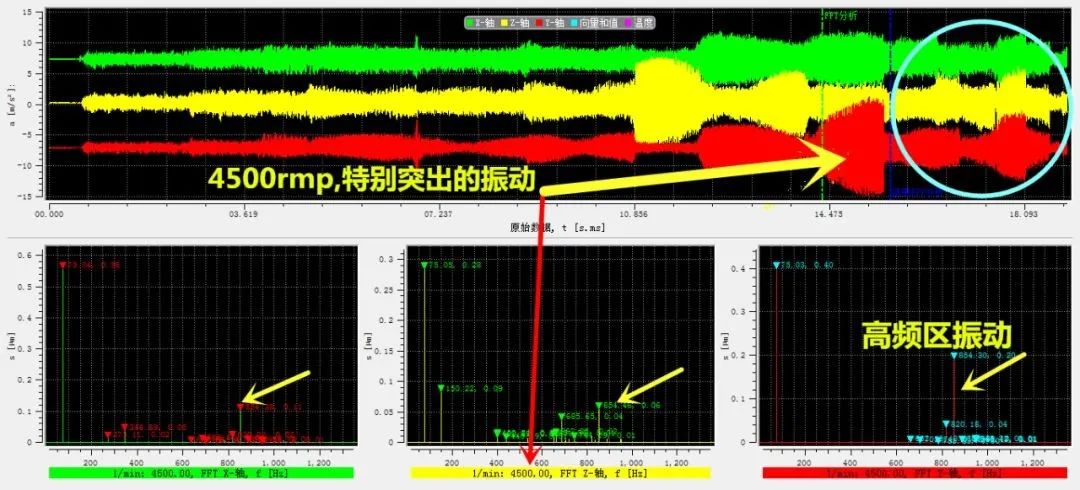
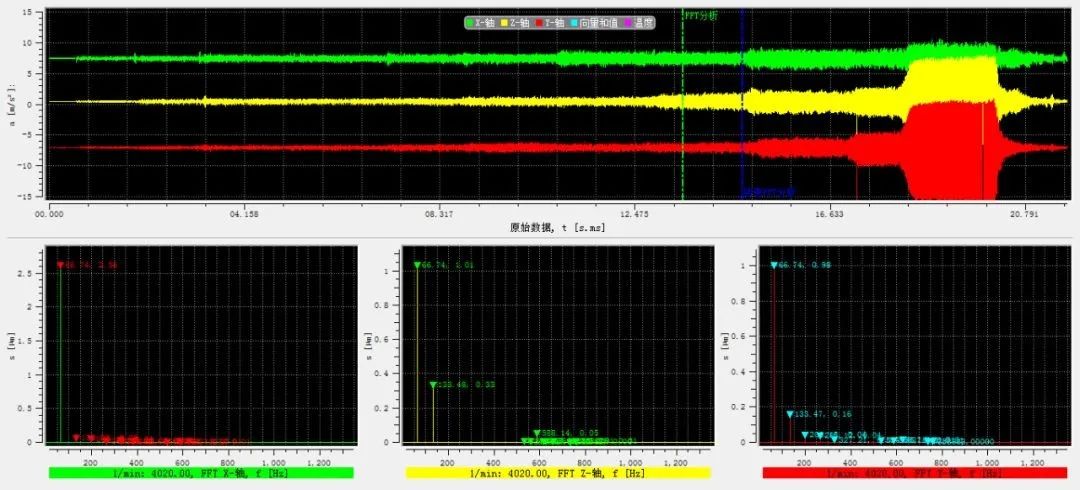
左側主軸のテスト回転数が0〜5000rpm時、500rpmずつ増加させ、原始振動データを通じてこの主軸全体の運行が很不安定であることが分かります(固定回転数区間で曲線波动を示す)。主軸が回転中に受力不均であることを示しています。4500rpm時を例に取ると(周波数は4500rpm/60s=75Hz)、明らかな共振が出現し(大黄色の矢印)、赤い矢印はテストされた回転数を示します。スペクトルから見ると振幅は大きくありませんが、振動加速度(即ち主軸の受力状況)は明らかに異常で、共振の可能性があります。同時に、三つの方向に同周波の高周波区振動が854Hz前後で出現し、この周波数は主軸工頻の11.38倍であり、この主軸軸受に異常がある可能性を示しています。
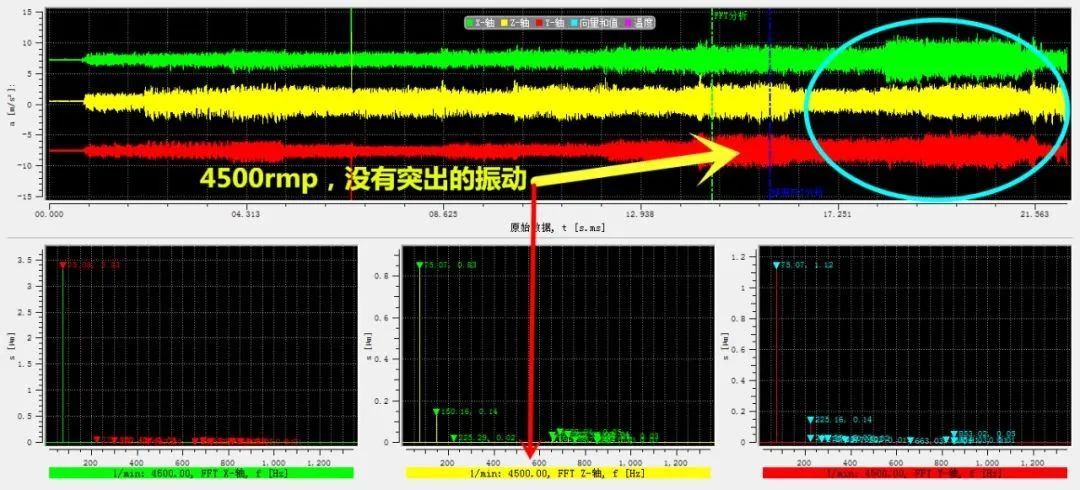
再度左側主軸を見ると、同じ運行状態で、比較は非常に明らかで、図形から両者の差が大きすぎることが分かります。4500rpm時、画像に明らかな振動がなく、加速度も非常に安定しており、弧形の変化も現れず(図2と図3の青い丸印区域と比較)、右側主軸の性能は安定状態であることを示しています。同時に測定結果を比較するため、我々は別の構造型番が全て同じ27号機を導入しました。この機は正常加工機であり、テスト方法は前機と同じです。
27号機主軸測定データ:
非常に直感的な感じは図形がよりクリーンであり、主軸の運行が安定していることを示しています。最後の5000rpm時の振動増大は主軸の暖機に関係しており(主軸が暖機されていないと高速時に振動が大きくなる)、全体的に弧線は出現せず、受力も全て均衡しています。
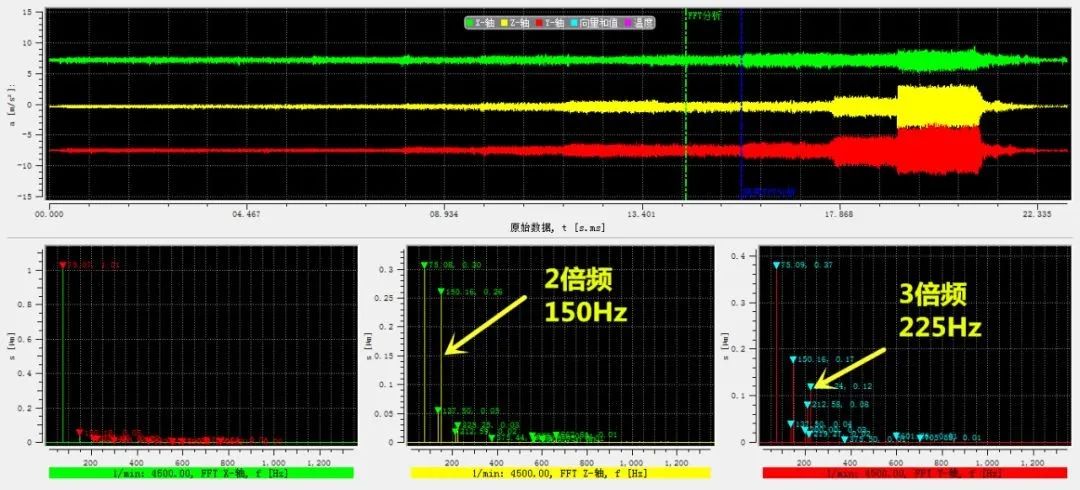
同様に右側主軸もとても安定しており、受力は均衡しています。ただ4500rpm時において、この主軸は二倍と三倍の工周波(75*2=150Hz、75*3=225Hz)下でZとY軸方向に明らかな振幅があり、主軸がZとY方向に軽微な不对中現象がある可能性を示していますが、振幅は全てとても小さい(<0.4μ)。
二、テストデータ表示比較及び分析
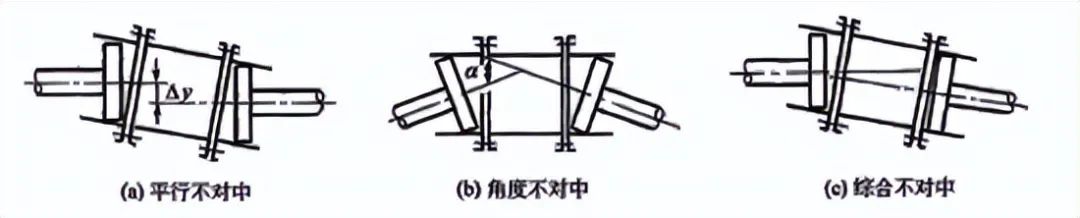
簡単に不对中の状況を説明します:理論上主軸の軸心は一直線上にあるべきですが、実際には主軸は組み立てが高度に複雑な機械複合体であり、各種の理由から偏差が発生することは避けられません。この偏差は非常に微妙で、一般的に基準に合致していれば合格と見なします。不对中の状況については、実際には以下のような状況があります(示意图):
現場の客户のフィードバックによると、この主軸は無負荷運行時に尖锐な高周波音があり、可能性が高いとして主軸不对中に起因するもので、この問題は一時的に実際の加工に影響していません。
三、まとめ
比較から見ると、33号機の二つの主軸状態はどちらも理想的ではなく、左側主軸の状況がより深刻です。さらに分析すると軸受が既に摩耗していると判断され、この主軸が廃棄される可能性がとても大きいです。同時にこの主軸の運行状態が不安定で、加工精度を保証することが難しく、すぐに修理を行う必要があります。右側主軸は左側より良いですが、27号機との比較では差が明らかで、振幅が大きい問題もあるため、すぐに保守点検を行うことも推奨します。
四、フィードバック検証
検査完了一週間後、客户が自発的にフィードバックし、33号機はEMAGメーカーに修理を依頼しました(これ以上加工できないため)。メーカーの検査判定で、この主軸の軸受が既に摩耗しており、必ず交換修理が必要で、修理サイクルは約一ヶ月必要で、診断結果を很好地検証しました。
五、啓発
以上の案例を通じて、我々は診断装置が機械データを很好地表示でき、データと画像があれば、誰でも直感的に比較を行うことができ、機械データが見えにくく経験に依存しなくなることが分かります。差異があれば差異の出所を深く調べることができ、差異がなければ他の部分の問題を調べます。このような簡単な判断は我々の設備人員が迅速に排查範囲を縮小し、精力的に故障点を処理することを助け、排查効率を大幅に向上させ、設備修理の技術敷居を低下させます。
欢迎大家关注
微·案例 見微知著 学思悟践
QRコードで事例相談
